Nesta nova postagem conheceremos de maneira simplificada, cada um dos pilares do TPM.
1º pilar: MELHORIAS INDIVIDUALIZADAS
(ESPECÍFICAS):

Pilar com foco na identificação
de perdas em todos os passos do processo industrial, desde a produção
propriamente dita até o estoque e logística. Busca contínua do chamado “Lean
Way” minimizando as perdas da cadeia produtiva.
Por se tratar de uma visão
detalhista de um número imenso de processos internos, este passo deve ser
realizado por pequenos grupos pertencentes aos processos estudados, contendo
preferencialmente seus responsáveis e os conhecedores das atividades.
As propostas encontradas por
estes grupos devem ser claras e objetivas, descritas em um plano de ação
contendo seus respectivos responsáveis e prazos.
A Melhoria individual (
Kobetsu-Kaizen)
é utilizada para extinguir completamente as oito grandes perdas que reduzem a
eficiência global do equipamento (OEE = Overall Equipment Effectiveness),
citado na postagem anterior.
O Kaizen se desenvolve em 10
etapas:
Etapa 1: Identificar e esclarecer os objetivos
(Selecionar piloto);
Etapa 2: Organizar as equipes de projeto;
Etapa 3: Detectar as perdas atuais da empresa;
Etapa 4: Definir as metas e o tema Kaizen;
Etapa 5: Desdobrar o plano Kaizen;
Etapa 6: Criar estratégia de implementação (abrir,
avaliar e analisar as contramedidas);
Etapa 7: Implementar o Kaizen;
Etapa 8: Revisar resultados / Confirmar os efeitos;
Etapa 9: Padronizar e implem
entar
um plano de controle (Evitar retrabalho);
Etapa 10: Repetir na horizontal.
Para a implantação das
melhorias individuais (Kaizen), utilizam-se 3 importantes ferramentas: o método
dos sete passos, a análise PM e a análise de porquês (5).
 2º pilar: MANUTENÇÃO
PLANEJADA:
2º pilar: MANUTENÇÃO
PLANEJADA:
Após a identificação das
grandes perdas, passamos a enxergá-las agora como oportunidades.
A Manutenção Planejada foca
inicialmente a elaboração e/ou alteração de planos de manutenção dos
equipamentos, detalhando o nível e os tipos de manutenção empregados para cada
equipamento. A criação e/ou alteração destes planos depende do conhecimento técnico
e experiência dos mantenedores e gestores, pois deve ocorrer o direcionamento
das atividades baseado naqueles identificados como críticos ao processo (através
de uma Matriz de Criticidade ou Controle de Perdas, por exemplo).
Quando a etapa Manutenção
Planejada funciona, a confiabilidade dos equipamentos é diretamente afetada,
apresentando sensível aumento percentual.
Filosofia da Manutenção
Planejada:
Conhecimento das perdas
decorrentes das falhas de equipamentos e as mudanças de mentalidade das áreas
de produção e manutenção, minimizando as falhas e defeitos.
Produção:
- Observação das condições
básicas do equipamento (limpeza e lubrificação);
- Manutenção das condições
operacionais, evitando que o equipamento reinicie o processo de deteriorização;
- Restauração das deteriorações
por meio de inspeções e antecipação da falha, atuando ainda no defeito;
- Crescimento operacional com o
aprimoramento dos conhecimentos de operação dos equipamentos.
Manutenção:
- Apoio técnico as atividades
de MA desenvolvidas pela operação/produção;
- Feedback de informações e
garantia da restauração dos equipamentos através do processo manter, por meio
de inspeções de rotina e execução dos planos de manutenção;
- Descobrimento de falhas de
projeto e esclarecimento das condições operacionais;
- Aprimoramento dos
conhecimentos de manutenção.
Etapas da Manutenção Planejada:
Etapa 1 - Avaliação e
levantamento da situação atual dos equipamentos (ou do equipamento piloto):
Etapa 2 - Reparo das
deteriorações e melhorias dos pontos deficientes;
Etapa 3 - Estruturação do
controle de informações e de dados;
Etapa 4 - Estruturação da
Manutenção Preventiva;
Etapa 5 - Estruturação da
Manutenção Preditiva;
Etapa 6 - Estruturação da
Manutenção Detectiva.
3º pilar: MANUTENÇÃO AUTÔNOMA
(Jishu Hozen):

Este pilar foca a melhoria da
eficiência dos equipamentos, contando com a participação direta dos operadores,
desenvolvendo sua capacidade e percepção quanto a pequenos reparos, lubrificação
e inspeções, buscando manter as condições do equipamento de acordo com os padrões
estabelecidos e se antecipando a possíveis defeitos ou falhas.
A introdução da Manutenção Autônoma
(em japonês "Jishu-Hozen") torna os operadores aptos a desenvolver e
melhorar de forma eficiente o seu próprio ambiente de trabalho, contribuindo desta
forma para a redução de perdas, aumentando os índices de produtividade e
qualidade de produção.
A proposta da manutenção
autônoma é mudar o conceito dos colaboradores (operadores) de linha de que “eu opero”,
“você concerta”, para o conceito de que “do meu equipamento cuido eu”
(YAMAGUCHI, 2004).
As etapas de implantação da MA:
Etapa 0: Preparação (5S);
Etapa 1: Limpeza e inspeção;
Etapa 2: Medidas contra fontes
de sujeira e locais de difícil acesso;
Etapa 3: Elaboração de padrões
provisórios de limpeza, inspeção e lubrificação;
Etapa 4: Inspeção geral;
Etapa 5: Inspeção autônoma;
Etapa 6: Padronização;
Etapa 7: Efetivação do controle
autônomo.
A implantação efetiva da
Manutenção Autônoma reduzirá consideravelmente a probabilidade de ocorrer
defeitos ou falhas. A ampliação da capacidade do operador em detectar de forma
antecipada possíveis anomalias e a reação rápida contra esses desvios garante a
longevidade dos equipamentos e a efetividade do trabalho de Manutenção Autônoma.
Apesar de toda a dedicação e
aumento do conhecimento por parte dos operadores, para situações em que o
defeito ou falha exige um conhecimento profundo do equipamento, não sendo possível
a solução pelo próprio operador, é preciso estar claro que o registro e a
comunicação com os mantenedores devem ocorrer com a mesma agilidade a fim de
evitar ou minimizar interrupções no processo.
 4º pilar: EDUCAÇÃO E
TREINAMENTO:
4º pilar: EDUCAÇÃO E
TREINAMENTO:
Este pilar tem como objetivo o
desenvolvimento de novas habilidades e conhecimentos para as equipes de
manutenção e operação, principalmente, apesar de entender que a disciplina do
TPM deve ser abraçada desde a alta gerência, de forma que novas idéias e melhorias
possam surgir naturalmente durante a implantação do processo.
É fundamental a capacitação do
operador, através de cursos e palestras, para que ele possa conduzir a
manutenção sem receio de cometer erros.
As habilidades são
classificadas em 5 fases:
1. Não sabe: falta de
conhecimento. Não há compreensão de princípios e regras do trabalho e do
equipamento;
2. Conhece a teoria: falta de
treinamento. Conhece os princípios e regras do trabalho e equipamento, mas não
consegue praticá-los;
3. Consegue até certo ponto: age
na prática, mas o desempenho é dispersivo e não possui reprodutividade. A causa
é a falta de treinamento;
4. Consegue com segurança: aprendeu
fazendo, o grupo já aprendeu perfeitamente;
5. Consegue ensinar os outros: domínio
perfeito. A habilidade está totalmente dominada, consegue explicar os porquês.
Habilidades solicitadas aos
operadores:
- Identificar e aprimorar
fontes de pequenos defeitos e possíveis falhas;
- Compreender as funções e os mecanismos
do equipamento e encontrar as possíveis causas do problema;
- Compreender a relação
existente entre equipamento e qualidade do produto final;
- Conseguir consertá-lo (com o
auxílio do mantenedor);
- Desenvolver Kaizen individual
de temas do trabalho.
Habilidades solicitadas aos
mantenedores:
- Instruir a correta operação e
manutenção de rotina do equipamento;
- Reconhecer se funcionamento
do equipamento está normal ou não;
- Analisar causas de anomalias e
implantar métodos de restauração corretos;
- Aumentar confiabilidade dos
equipamentos, componentes e peças;
- Atingir objetivos econômicos
dessas atividades.
As atividades de educação e
treinamento são parte de seis etapas:
1. Definir políticas básicas de
educação e treinamento;
2. Treinamento para adquirir
habilidades de operação e manutenção;
3. Aprimoramento das
habilidades de operação e manutenção;
4. Estabelecimento e início do
desenvolvimento e treinamento de habilidades;
5. Consolidação do ambiente de
desenvolvimento voluntário;
6. Avaliação das atividades e
estudo de abordagem futura.
Não se deve esquecer que a
motivação é um fator importante no treinamento e na promoção dos indivíduos.
5º pilar: CONTROLE
INICIAL:

O pilar Controle Inicial está
intimamente ligado a aquisição de novos equipamentos, modernização de processos
e sistemas, baseando-se em experiência adquirida e aplicando a tais projetos.
O foco é elaborar projetos que
não contemplem problemas ou inconvenientes vividos, ou ainda projetos que já
contemplam as melhorias necessárias à solução dos problemas conhecidos, evitando
o máximo de perdas e desperdícios de qualquer natureza, onde já onde se torne
efetivo o conceito PM (Prevenção da Manutenção), buscando resultados em máquinas
com quebra ou falha zero.
A etapa de gerenciamento de
produtos deve ser feita em vários grupos de trabalho que assumem tarefas
específicas dentro do projeto e utilizam modernas ferramentas de controle e
gerenciamento de projetos durante todo o ciclo de desenvolvimento do produto.
O pilar de controle inicial
além de elaborar o projeto pensando no equipamento, ele também busca a
implantação de um novo projeto pensando na integração entre homem máquina,
levando em conta a condição ambiental e condição de produção (BRITTO, 2003).
Custo do Ciclo de Vida (CCV –
Life Cycle Cost ou LCC)
O TPM objetiva alcançar o
máximo rendimento operacional global das máquinas, o que significa minimizar o
CCV. Este é custo total gerado no processo de projeto, desenvolvimento, produção,
operação, manutenção e apoio.
Os seguintes procedimentos são
recomendados para início das atividades de controle inicial de produtos e
equipamentos:
1. Pesquisa e analise da
situação atual;
2. Estabelecer o sistema de
controle inicial;
3. Depuração e treinamento do
novo sistema;
4. Utilização completa e
fixação do sistema.
 6º pilar: MANUTENÇÃO DA
QUALIDADE:
6º pilar: MANUTENÇÃO DA
QUALIDADE:
O pilar Manutenção da Qualidade
(Hinshitsu Hozen) tem como objetivo atuar na eliminação das perdas relativas à
qualidade do equipamento, estabelecendo condições nos equipamentos que não
produzam defeitos no produto final.
Nesta etapa é necessário que o
monitoramento ocorra regularmente, a fim de realizar um comparativo com as
condições de projeto, traçando assim um quadro evolutivo das condições operacionais
em que a intervenção aconteça antes do alcance dos limites definidos pela
equipe de manutenção, antecipando-se a possíveis falhas. A idéia básica é
assegurar a continuidade e o aprimoramento de um alto nível de qualidade
através da manutenção efetiva dos equipamentos.
O papel do pilar da qualidade é
analisar máquinas, materiais, mão de obra e métodos (4Ms) rigorosamente, para
identificar e manter condições que não permitam defeitos, pois são destes 4 Ms
que surgem possíveis defeitos a qualidade do produto.
Condições preliminares para a
Manutenção da Qualidade.
1. Eliminação da deterioração
forçada;
2. Conhecimento do equipamento
por todos os funcionários;
3. Zero falhas no equipamento;
4. Projeto de Manutenção de
novos produtos e equipamentos.
Dez etapas para a Manutenção da
Qualidade:
1. Confirmação do estado atual;
2. Pesquisa dos processos que
geram defeitos e obstruem a qualidade;
3. Pesquisa e análise das
condições da fábrica;
4. Estudar medidas de combate
de “Fuguais” (pequenas perdas);
5. Analisar as condições para
produtos não defeituosos que não estão confirmadas;
6. Melhorar Kaizen de defeitos;
7. Definir as condições da
fábrica;
8. Aprimorar método de
verificação;
9. Decidir o valor do padrão de
verificação;
10. Revisar o padrão.
7º pilar: TPM OFFICE (ADMINISTRATIVO):

O pilar TPM Office ou Administrativo
tem como objetivo a redução das perdas nos processos administrativos,
eliminando os retrabalhos e atividades que não agregam valor, gerando aumento
na eficiência do negócio,
a filosofia do TPM
também indica o controle de todos os tipos de perdas, da mesma forma que
aquelas originadas dentro do sistema logístico da empresa na linha de produção.
Nestes
setores pode ser otimizado todo o fluxo de informações, de modo que exista uma
eficiência em comunicação entre a parte administrativa e técnica da empresa.
As atividades TPM no
escritório:
· Atingir resultados concretos;
· Lidar com o escritório como
uma fábrica;
· Aplicar técnicas TPM para
equipamentos no escritório;
· Definir o setor e estabelecer
metas;
· Implantar com base em 3
pilares:
- Kobetsu Kaizen (Melhorias Individual) no setor e entre os
setores;
- Atividades Jishu Hozen (Manutenção Autônoma) para
escritório;
- Educação e Treinamento
Etapas da Manutenção Autônoma
no Escritório:
Etapa 1 – Limpeza inicial;
Etapa 2 – Identificação de
problemas:
a) Análise de função;
b) Análise horas-homem;
c) Análise de fluxo;
Etapa 3 – Medidas de Kaizen;
Etapa 4 – Padronização;
Etapa 5 – Atividades de
trabalho e gerenciamento autônomo.
Atividades
de melhoria individual:
São
dois métodos para aplicação do Kobetsu Kaizen. O primeiro consiste em abordar
as várias perdas através do exame do estado atual e eliminá-las. O outro método
consiste em estabelecer um esboço do escritório ideal e tentar alcançá-lo
através de um projeto.
 8º pilar: TPM ECO (SEGURANCA,
SAÚDE E MEIO AMBIENTE):
8º pilar: TPM ECO (SEGURANCA,
SAÚDE E MEIO AMBIENTE):
O
pilar TPM ECO ou simplesmente Segurança, Saúde e Meio Ambiente, tem como
objetivo principal a busca de "zero acidente” através da segurança e máxima
saúde e bem estar do colaborador, além da busca de processos produtivos que não
afetam ou que minimizam o impacto ambiental.
A
observação das leis trabalhistas, bem como o respeito às normas de gestão e
legislação ambiental, são pontos relevantes e que devem ser considerados para
melhorar os índices de qualidade referentes a estes setores da empresa em fase
de implantação da política TPM.
Uma
ferramenta utilizada por este pilar e que também é associada a toda a estrutura
da TPM é o chamado “5S”, criada no Japão por Kaoru Ishikawa, esta ferramenta
recebeu este nome devido à utilização de cinco sensos básicos e fundamentais
para qualquer atividade a ser realizada dentro de uma empresa. Também conhecida
como housekeeping, esta ferramenta consiste em incorporar na empresa e em seus
colaboradores estes cinco sensos que levarão a uma otimização das tarefas
levando em conta as bases deste pilar que são a segurança, a higiene e o meio
ambiente (Cagliume, 2008).
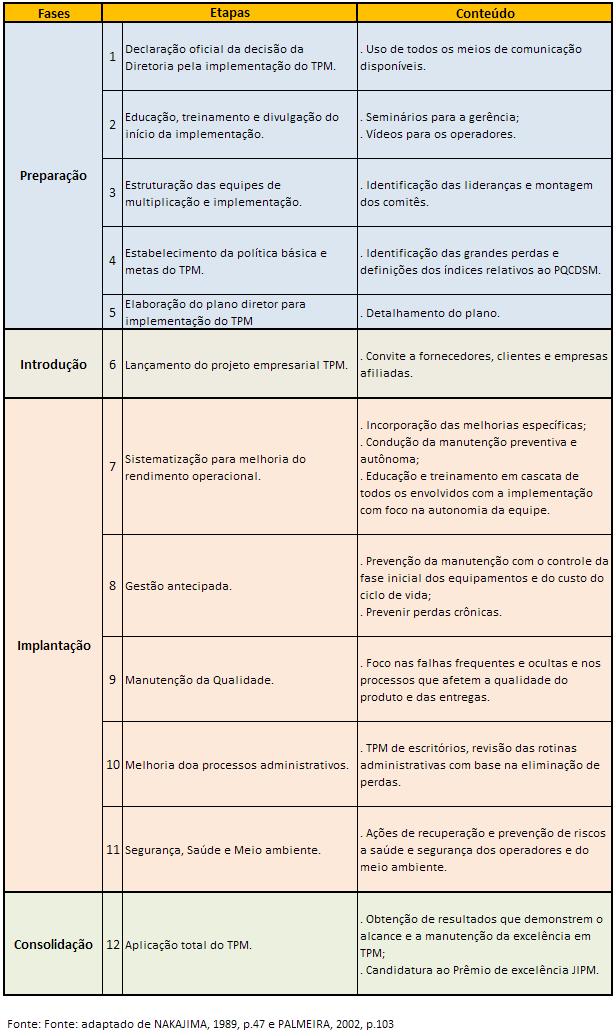
Encerramos aqui as definições sobre TPM, na próxima postagem será mostrada uma sugestão das Etapas de Implantação do TPM. Acesse, acompanhe, discuta, sua opinião é sempre bem vinda!